![]()
Acctek
Как решить плохую сварку лазерной сварочной машины
![[field:title /]](https://www.acctekgroup.com/templets/youben/images/shijian.png)
![[field:title /]](https://www.acctekgroup.com/templets/youben/images/zuozhe.png)
![[field:title /]](https://www.acctekgroup.com/templets/youben/images/cishu.png)
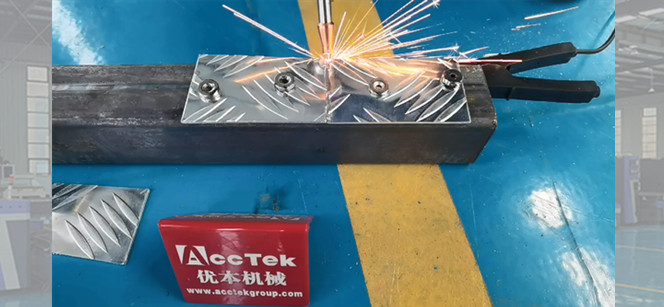
В процессе использования лазерного сварочного аппарата иногда возникают серьезные проблемы. Так как же решить эти проблемы при сварке?

В процессе использования лазерного сварочного аппарата иногда возникают серьезные проблемы. Эти проблемы в основном проявляются в явлении низкой точности паяных соединений, виртуальной пайки, непрерывной пайки и отсутствия пайки. Помимо неправильной отладки самого аппарата для лазерной сварки, эти плохие проблемы также могут быть вызваны внешними факторами. Так как же решить эти проблемы при сварке?
Лазерный сварочный аппарат протекает во время процесса пайки
Утечка припоя обычно относится к явлению отсутствия олова на контактной площадке во время процесса лазерной пайки. Причина этого явления в том, что паяльная паста или оловянная проволока не соприкасаются с паяным соединением. В это время оператор лазерной сварочной машины должен отрегулировать координаты точки, чтобы она коснулась паяного соединения.
Лазерный сварочный аппарат имеет виртуальную сварку во время процесса сварки
Ложная сварка обычно относится к тому факту, что точка сварки выглядит нормально во время процесса сварки металла, но на самом деле сварка не является прочной. Основная причина этой проблемы заключается в том, что лазерное пятно не остается на подложке в течение достаточного времени или температура слишком низкая. Следовательно, ее можно решить, если время извлечения лазерного пятна увеличивается или повышается температура.
Непрерывная сварка происходит в процессе сварки лазерного сварочного аппарата.
Непрерывная сварка обычно относится к тому явлению, когда два соседних паяных соединения соединяются вместе в процессе сварки металла. Это вызвано слишком маленьким зазором между двумя точками. В этом случае следует проверить правильность точки сварки, если нет, то следует вовремя ее скорректировать.
Если вышеуказанные проблемы возникают при работе с лазерным сварочным аппаратом, вы можете отрегулировать его в соответствии с реальной ситуацией. Правильный метод сварки может помочь вам повысить эффективность и качество сварки.
Product Directory
Jinan AccTek Machinery Co.,Ltd
Mail:sales@acctekgroup.com
Tel:13964085002
WhatsApp:13964085002
Copyright © Jinan AccTek Machinery Co.,Ltd